 Contact Us
Contact Us The Turn-of-Nut Bolting Method
This method was developed in the 1950s in an attempt to provide a method of strain control which would overcome the unreliability of torque becoming fully appreciated. To be accomplished properly, the plies in a joint or connection have to be firstly in firm contact and then some initial tension has to be induced into each bolt. This is sometimes described as snug tight, and some codes say this can be achieved by the "Full effort of a man with an ordinary spud wrench" In UK a "spud wrench" is a "Podger Spanner". On many connections especially with multiple plies, of heavy steel with large diameter bolts, this would not be nearly enough force to achieve these two initial objectives.
Snugged Connection Following this initial step, the bolts have to be matched marked to show that after snug tightening the right amount of rotation was applied.
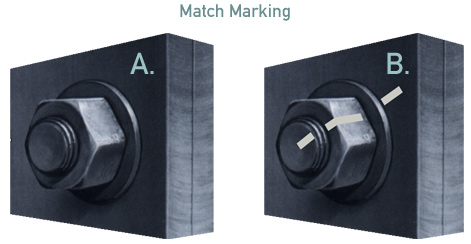
The Research Council on Structural Connections provides a table of the rotation requirements that would apply to sizes and grades of structural bolts. These turning requirements vary from 1/3rd of a turn, ½" a turn, 2/3" of a turn, 5/6" of a turn to one full turn. When a bolt length exceeds more than 12 times the diameter, somehow the required turn has to be verified, although the average bolt tension calibrator, if available on the job site, would need considerable modification with back up plates to test for the correct degree of rotation. It is critical to mark in three places, the bolt end, nut and steel itself, as if the back up operator lets go of the bolt head and it spins around (a "roller") the start point reference is lost for ever!
This illustration shows that if insufficient snug and initial tension was not enough to fully compact plies, then even if the rotation of the nut is to code, that rotation was partially needed to further compact the plies and the bolts are under tensioned.
Alternatively, a little corrosion or dryness causes the nuts to freeze or lock up making the completion rotation actually not possible. In fact "match marking" is rarely used and in the USA especially inspection reverts to the discredited torque wrench. If the Part Turn method or Turn- of- Nut is handled as intended by most codes, it is more costly and time consuming than using TurnaSure DTIs. A study conduced in London England by PA Management Consultants, W S Atkins and Partners, Consulting Engineers and fabricated by the British Steel Corp, concluded Part Turn took 33% more time than using DTIs.
Note: In over thirty years of job site experience, match marking is rarely seen being properly performed, let alone continuous inspection for initial snug tightening. If turn-of-nut was applied properly, commencing, as it should, from some initial bolt tension, the bolts are usually taken to beyond their yield point. This requires the maximum effort in turning forces applied.
Often steel erectors have complained that DTIs take more "effort" ("torque") than Turn- of - Nut (Part- Turn or TON). Fact- DTIs only require the forces required to properly install each bolt.
Our conviction is that if Turn-of Nut is claimed to take less effort ("torque"), then this is clearly admitting to short cuts, and when permitted therefore; slack bolts will be the result!
Solution: Specify TurnaSure DTIs. It is now nearly impossible to sabotage TurnaSure DTIs.
Contact TurnaSure today for more information, availability and quotes.